汕头 本地 轧辊钢齿轮钢厂家源头采购的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:汕头汕头 本地 轧辊钢齿轮钢厂家源头采购的图文介绍


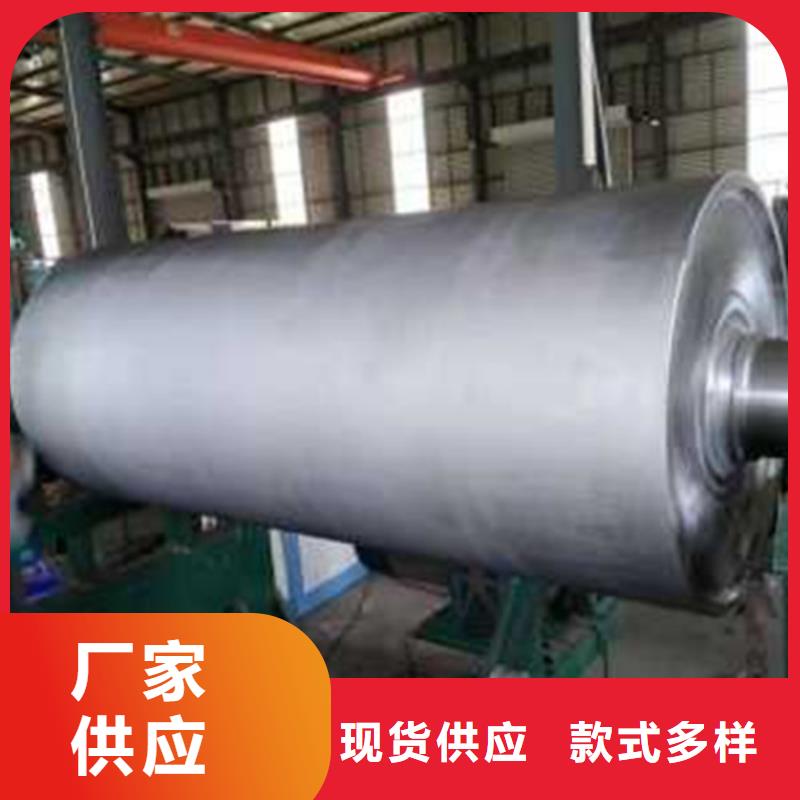
轧辊断裂原因
一、脆性断裂,此类轧辊断口形状较为平整,断口周围辊身表面较为齐整;
二、韧性断裂,此类轧辊断口形状多呈"蘑菇头"状,断口附近的辊身均成粉碎状破碎。
将二者比对发现,此次断辊事故的断辊形式为韧性断裂。脆性断裂和韧性断裂都是因为轧辊应力超过芯部强度造成的。
其产生原因与轧辊本身残余应力,轧制时机械应力以及轧辊热应力有关,特别是当辊身的表面和芯部的温差大时更容易产生。这种温差可能由不良的辊冷却,冷却中断或在新的轧制周期开始时轧辊表面过热引起。轧辊的这种表面和芯部间的巨大温差引起较大的热应力,当较大的热应力,机械应力以及轧辊的残余应力超过轧辊的芯部强度时引起断辊。



新物通物资有限公司是一家集生产、销售为一体的综合型企业,旗下生产销售 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、系列产品;公司自成立以来,质量上乘的产品,实实在在的价格,周到细致的服务,受到客户的认可。以“信誉求发展”以“质量求生存”,是公司一贯的经营理念。公司将循序渐进,继往开来,为广大新老客户呈现优良的 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、产品。


高速钢中含有较多的W、Cr、Mo和V等元素,而这些元素及其形成的碳化物密度差大,在普通离心铸造条件下,高速钢轧辊元素偏析严重。日本川崎制铁公司分析了离心铸造高速钢轧辊偏析主要是MC型碳化物的偏析,严重影响轧辊的耐磨性,研究发现MC型碳化物主要是一次结晶VC的偏析,因VC与钢水的密度相差较大所致。防止VC偏析方法是采取添加Nb元素提高MC型碳化物密度,并限制添加偏析元素W和Mo,选择基本成分2.0%C-6.0%V-7.0%Cr-2.5%Mo,添加1.0%~1.5%Nb进行试验,其结果由于生成密度较大的MC型复合碳化物(V、Mo和Nb系碳化物),其密度与钢水密度相接近,使VC减少,有效地控制了离心铸造高速钢轧辊的碳化物偏析。但是,无W低Mo高速钢轧辊红硬性明显下降,耐磨性降低。此外,Nb提高钢的淬火温度,降低二次硬化峰值出现的温度,高速钢铸造成形过程中Nb系的MC型碳化物较V系的MC型碳化物粗大,



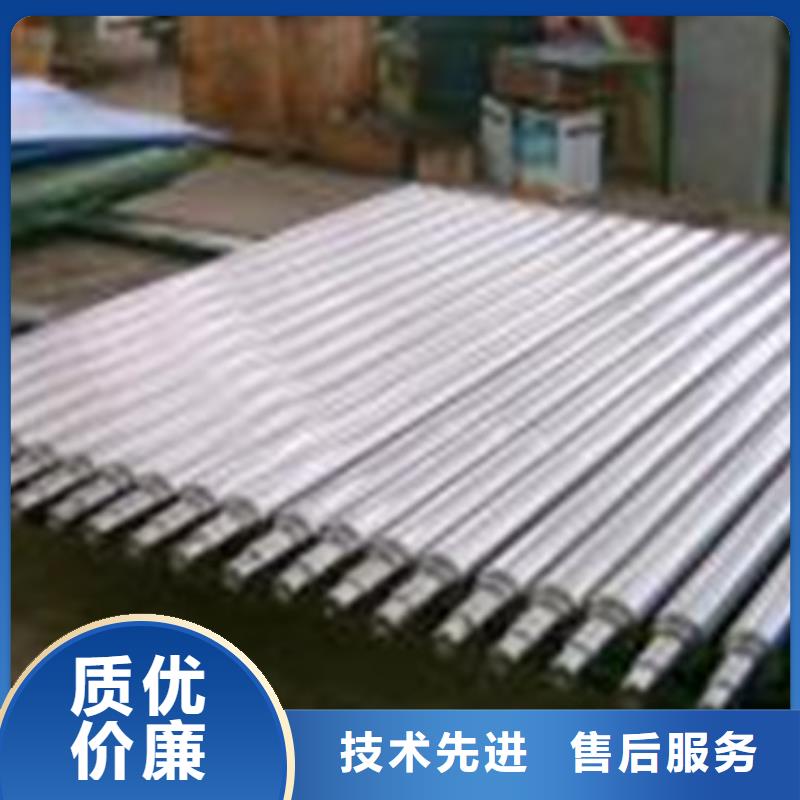
式中D为工作辊辊径;μ为摩擦系数;K为金属平面变形抗力;E为机械弹性模量。为了轧制出更薄的板带材,必须减小工作辊辊径,采用高效的工艺润滑剂(见塑性加工工艺润滑),减小金属的变形抗力,增加轧辊的弹性模量,有效地减小轧辊的弹性压扁。现代20辊轧机上采用直径小达10mm的碳化钨轧辊,可轧制厚度小到0.001mm的极薄带钢。
工程上,一般可按下式确定工作辊辊径与成品带材厚度的比例关系 D≤1000h
当增加中间退火和轧制道次时 D≤2000h
采用异步轧制技术可突破上述最小可轧厚度的限制,其原理已不同于一般的轧制理论。
不论热轧或冷轧,轧相都是实现轧制过程中金属变形的直接工具,因此,对轧辊质量要求严格。




 扫一扫
扫一扫